咨询服务热线:
0510-83383808
400-680-3808

咨询服务热线:
0510-83383808
400-680-3808

电 话:0510-83383808
传 真:0510-83383807
邮 箱:wuxiyyjx@163.com
网址:www.wxyyj.com
地 址:无锡市惠山经济开发区前洲配套区鑫园路2A号
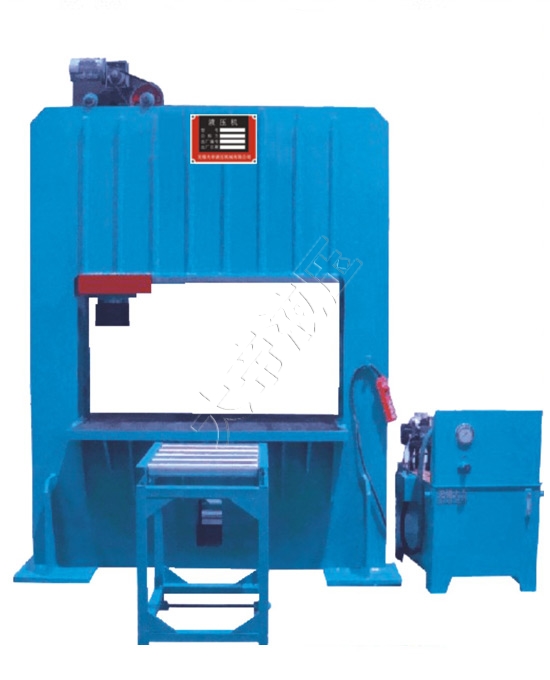
我们现在在挑选四柱液压机的时候,都从它的各个方面去观察,一般我们都会选择从它的哪些方面观察呢?让我们来看看吧。一、简介四柱液压机是油泵把液压油输送到集成插装阀块,通过各个单向阀和溢流阀把液压油分配到油缸的上腔或者下腔,在高压油的作用下,使油缸进行运动。液压机是利用液体来传递压力的设备。通风柜液体在密闭的容器中传递压力时是遵循帕斯卡定律。二、组成四柱液压机由主机及控制机构两大部分组成。液压机主机部分包括液压缸、横梁、立柱及充液装置等。动力机构由油箱、高压泵、控制系统、电动机、压力阀、方向阀等组成。三、用途该液压机适用于可塑性材料的压制工艺。如粉末制品成型、塑料制品成型、冷(热)挤压金属成型、薄板拉伸以及横压、弯压、翻透、校正等工艺。四柱液压机具有独立的动力机构和电器系统,采用按钮集中控制,可实现调整、手动及半自动三种操作方式。四、特点机器具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及半自动三种工作方式:机器的工作压力、压制速度,空载快下行。

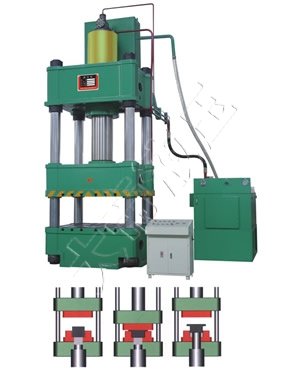
单柱液压机锐磨虽然生产率较低,但比较容易实现,而且加工精度和表面粗糙度较好,小孔的锥度和椭圆度表面粗糙度优,故生产中应用较多。目前已经用来加工小孔径的弹簧夹头可以先悴火,后开缝,再磨孔,特别是镶有硬质合金的小型弹赞夹头、锥度和椭圆度钻套及偏心钻套,还用来加工粉末冶金用压模,这类压模材料多为硬质合金。的硬质合金压模其椭度和锥度均小。另外,如微型轴承的内环、冷挤压模的深孔、液压件深孔等等,采用电火花磨削悦磨,均取得了较好的效果。单柱液压机高阻抗材料线切割加工是在气液电加工基础上于20世纪60年代末早在前苏联发展起来的一种新的工艺形式,是用线状电极(翎丝或钢丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。它已获得广泛的应用,目前国内外的线切割液压机机床已占电加工机床的50%以上。单柱液压机加工聚晶金刚石的原理是靠火花放电时的高沮将导电的枯结剂熔化、气化蚀除掉,同时电火花高温使金刚石徽粉“碳化”为可加工的石里,也可能因结剂被蚀除掉后而整个金刚石微粒自行脱落。

四柱液压机液压泵是系统的能源装置,它给系统提供压力油,在液压系统中起心脏作用。由工况分析可清楚的看出:系统工作循环主要由相对于快进、快退行程的低压大流量和相应于工进行程的高压小流量两个阶段所组成,其流量和小流量之比很大,其相应的时间比有很小。这表明,系统在一个工作循环中的绝大多数时间内处于高压小流量工作。从提高四柱液压机系统效率出发,由于额定压力(25Mpa)较大,所以这里选用柱塞泵供油。它和调速阀组成的容积--节流联合调速回路,一方面可以保证运动的平稳性及速度的稳定,另一方面可实现流量适应,减小系统功率的损失和系统发热。
液压机的密封件作用是防止工作介质的内外泄漏,以及防止灰尘、金属屑等异物入侵的液压系统,能实现密封的装置,其中起密封作用的关键元件称为密封件。密封分为间隙密封和非间隙密封,前者必须保证一定的配合间隙,后者则是利用密封件的变形达到完全消除两个配合面的间隙使间隙控制在需要密封的液体能通过的小间隙以下;小间隙由工作介质的压力、黏度、工作温度、配合面相对运动速度等决定的。液压系统中的密封装置有各种形式,如活塞环密封、机械密封、组合密封垫圈、金属密封垫圈、橡胶垫片、橡胶密封圈等。一般的,液压系统对密封件的主要要求是:1.在一定的压力、温度范围内具有良好的密封性能;2.有相对运动时,由密封件所一起的摩擦力应尽量小,摩擦系数应尽量稳定;3.耐腐蚀性、耐磨性好,不易老化,工作寿命长,磨损后能在一定程度上自动补偿;4.结构简单,装拆方便,成本低廉。

对于空心变截面结构件,传统的制造龙岩橡塑行业液压机工艺是先冲压成形两个半片,然后再焊接成整体,而液压机液压成形则可以一次整体成形沿构件橡塑行业液压机厂家截面有变化的空心结构件。与冲压焊接工艺相比,液压成形技术和工艺有以下主要优点:1.减轻质量,节约材料。对于汽车发动机托架、散热器支架等典型零件,液压成形件比冲压件减轻20%~40%;对于空心阶梯轴类零件,可以减轻40%~50%的重量。2.减少零件和模具数量,降低模具费用。液压成形件通常只需要1套模具,而冲压件大多需要多套模具。液压成形的发动机托架零件由6个减少到1个,散热器支架零件由17个减少到10个。3.可减少后续机械加工和组装的焊接量。以散热器支架为例,散热面积增加43%,焊点由174个减少到20个,工序由13道减少到6道,生产率提高66%。4.提高强度与刚度,尤其是疲劳强度,如液压成形的散热器支架,其刚度在垂直方向可提高39%,水平方向可提高50%。5.降低生产成本。根据对已应用液压成形零件的统计分析,液压成形件的生产成本比冲压件平均降低15%~20%,模具费用降低20%~30%。


