咨询服务热线:
0510-83383808
400-680-3808

咨询服务热线:
0510-83383808
400-680-3808

电 话:0510-83383808
传 真:0510-83383807
邮 箱:wuxiyyjx@163.com
网址:www.wxyyj.com
地 址:无锡市惠山经济开发区前洲配套区鑫园路2A号

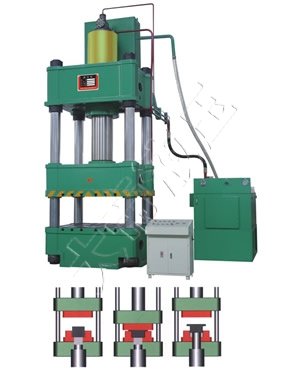
单柱液压机就是台州四柱液压机运用液压介质,运转液压系统,用产生的静压力对物品进行加工的机器,主要包括动力部分、控制部分、执行部分、辅助部分以及工作介质部分。此型号的液压机工作原理跟四柱液压机大同小异,同是以液体开发四柱液压机来进行压力传递的机器。这种液体就是工作介质,一般而言以水和液压油为主,而不管是水还是油,在机器内部的容器中工作时都遵循帕斯卡定律。其动力部分基本都是使用的油泵,以容积式油泵居多,而在不同运转速度的需求下,可以选择单油泵或者多油泵,而分为低压中压和高压型号,则配备不同的油泵。单柱液压机经过科学设计,具备众多功能和优势。1、该液压机结构的刚性非常好,而且导向性佳,运转速度快;2、机器的调整非常简单方便,可以在设计行程范围之内,随意调整快进和行程的长短;3、机器采用整体焊接法制造,具备坚固的开式结构,这样能让机身不仅有非常好的刚性,还有合适的操作空间来进行操作;4、单柱液压机采用铸造成型,所以整机抗变形能力很好,工作精度高。

性能特点:该系列液压机具有独立的动力机构与电器系统,电器系统采用按钮集中控制,配置“PLC”可编程控制器,可配触摸屏进行人机对话控制。可实现调整、手动及半自动三种工作方式。适用领域:本系列液压机具有广泛的通用性,适用于各种金属材料的拉伸、弯曲、翻边、冷挤、冲裁等工艺。还适用于校正、压装、粉末制品、磨料制品、砂轮、胶木、树脂热固性制品成形以及塑料制品绝缘材料的压制成形。

四柱液压机溢流阀单级调压回路由定量泵、溢流阀、液压缸构成,是基本的调压回路。具有以下几个特色:溢流阀敞开压力可经过调压绷簧调,若是调定溢流阀调压绷簧的预紧缩量,便可设定供油压力的值,液压机系统的实践作业压力由负载决议。当外负载压力小于溢流阀调定压力时,液压机溢流阀处无溢流流量,此刻溢流阀起安全阀效果,溢流阀单级运用手调式溢流阀时,在体系调压回路一个作业循环中,溢流阀的压力不再调整。我公司专业生产各种规格型号液压机已有十六年之久,产品主要有:Y41A系列液压校直机、Y32系列通用四柱液压机、Y35系列龙门式压装液压机等。有稳定的生产人员及良好的配套、协作单位。拥有占地面积8000平方米。我公司的企业宗旨是全心全意服务客户,创立“新大力”。公司内部管理严格,经过多年来的技术革新,拥有雄厚的技术力量和精良的加工设备。具备开发、制造各种非标、快速、精密大型液压机的能力。其设计水平、生产规模、产品质量均达到同行业的水平。
任何机械设备在使用过程中难免会出现各种各样的问题,四柱液压机也会遇到问题,其中液压阀卡死也是一个常见的问题,那么,到底是什么原因导致液压阀卡死的呢?下面就这一问题做下具体介绍:1、阀体孔与阀芯间隙过小,油温升高后,阀芯胀卡入阀孔内。2、阀芯几何尺寸与形位公差超差,阀芯与法空装配轴线不重合,产生轴向液压卡死现象。3、阀芯表面有毛刺。或因阀芯被碰伤卡死。4、油液污染严重,未能滤去的颗粒杂质卡死阀芯。5、油温长期过高,使油液变质产生胶质物质,粘在阀芯表面而卡死。6、油液黏度过高,阀芯移动困难甚至卡主不动。7、安装精度太差,紧固螺钉不均匀,不按规定顺序,或管道法兰接头处翘边使阀体变行。8、弹簧对中式液动阀的复位太硬,推动力需要太大,弹簧卡组或弹簧折断,使阀芯不能对中复位。一般来说,四柱液压机液压阀卡死是由以上几个原因导致的,需找出卡死原因及时进行维修。

在工程实际中,四柱液压机大量存在不稳定非对称循环的载荷,在各次应力循环中,平均应力和应力幅是经常变化的。因此,要进行不稳定非对称循环载荷作用下的零件的疲劳设计,必须首先确定该零件在各种典型工况下的载荷谱,作为分析计算的依据。但是,各种用途的四柱液压机的实际工况是多种多样的,有些工艺工况的规律性比较强,有的则杂乱无章,情况多变。因此,需要选择一些典型的工况,在实际测量其载荷的基础上,进行统计分析,把结果按某种规律性集合在一起,配合以各种工况出现的频率,就可得到载荷谱。载荷谱应具有典型性、系统性、集中性和概括性。在四柱液压机典型零件的疲劳设计中,应以该零件危截面的应力作为制定载荷谱的模锻件,测定在模锻这几种典型锻件时,工作缸危险部位的应力,并根据各自模锻件的生产纲领来确定其出现的频率。这种载荷谱比较简单,规律性强。但如果测定自由锻造四柱液压机立柱的载荷谱,就很复杂。在自由锻造四柱液压机上锻造的锻件种类很多,有各种尺寸的轴类、盘类、环类、板类以及方块类等形状不同。

对于空心变截面结构件,传统的制造工艺是先冲压成形两个半片,然后再焊接成整体,而液压机液压成形则可以一次整体成形沿构件截面有变化的空心结构件。与冲压焊接工艺相比,液压成形技术和工艺有以下主要优点:1.减轻质量,节约材料。对于汽车发动机托架、散热器支架等典型零件,液压成形件比冲压件减轻20%~40%;对于空心阶梯轴类零件,可以减轻40%~50%的重量。2.减少零件和模具数量,降低模具费用。液压成形件通常只需要1套模具,而冲压件大多需要多套模具。液压成形的发动机托架零件由6个减少到1个,散热器支架零件由17个减少到10个。3.可减少后续机械加工和组装的焊接量。以散热器支架为例,散热面积增加43%,焊点由174个减少到20个,工序由13道减少到6道,生产率提高66%。4.提高强度与刚度,尤其是疲劳强度,如液压成形的散热器支架,其刚度在垂直方向可提高39%,水平方向可提高50%。5.降低生产成本。根据对已应用液压成形零件的统计分析,液压成形件的生产成本比冲压件平均降低15%~20%,模具费用降低20%~30%。


