咨询服务热线:
0510-83383808
400-680-3808

咨询服务热线:
0510-83383808
400-680-3808

电 话:0510-83383808
传 真:0510-83383807
邮 箱:wuxiyyjx@163.com
网址:www.wxyyj.com
地 址:江苏省无锡市惠山区玉祈东环路188号内
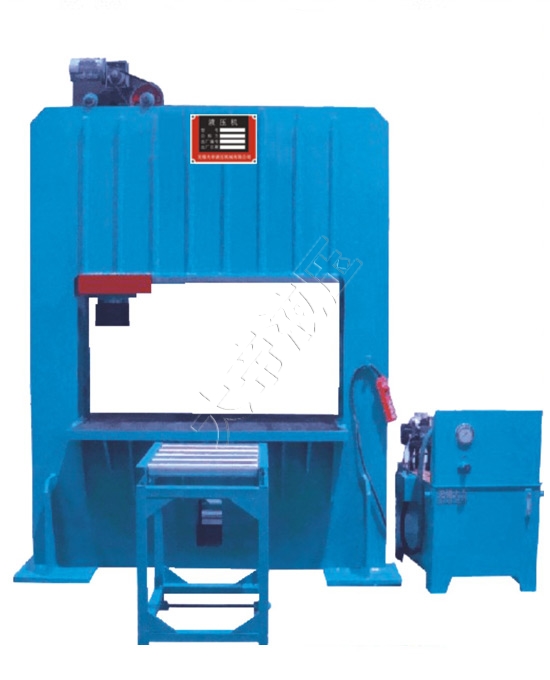
校直液压机为四柱型液压机,单臂型液压机,本款设备温州钢材液压机具有锻压校直等功能,四柱校直液压机大型开孔行程可以根据要求定做生成。校直液压机减慢换向阀的封闭速度、增大管路半径和液体流速,这样做能够在液压机钢材液压机型号换向阀封闭时刻来减小瞬时发生的压力,防止呈现液压冲击。如选用直流电磁阀,其所发生的液压冲击要比沟通电磁阀的小。例如选用直流电磁阀比沟通的液压冲击要小,或选用带阻尼的电液换向阀可经过调理阻尼以及操控经过先导阀的压力和流量来减缓主换向阀阀芯的换向(封闭)速度,恰当增大管径,减小流速,然后可减小流速的改变值,校直液压机以减小缓冲压力;缩短管长,防止不必要的曲折;选用软管也可获得杰出减缓液压冲击的作用,在滑阀彻底封闭前下降液压油的流速。如改善换向阀操控鸿沟的布局(在阀芯的棱边上开出长方形或V形槽或将其做成锥形),液压冲击可大为减小。
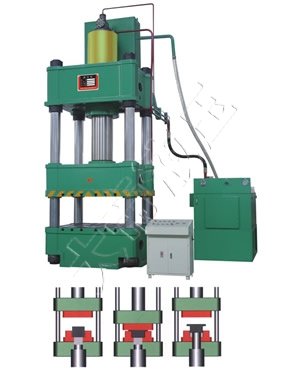
对于空心变截面结构件,传统的制造工艺是先冲压成形两个半片,然后再焊接成整体,而液压机液压成形则可以一次整体成形沿构件截面有变化的空心结构件。与冲压焊接工艺相比,液压成形技术和工艺有以下主要优点:1.减轻质量,节约材料。对于汽车发动机托架、散热器支架等典型零件,液压成形件比冲压件减轻20%~40%;对于空心阶梯轴类零件,可以减轻40%~50%的重量。2.减少零件和模具数量,降低模具费用。液压成形件通常只需要1套模具,而冲压件大多需要多套模具。液压成形的发动机托架零件由6个减少到1个,散热器支架零件由17个减少到10个。3.可减少后续机械加工和组装的焊接量。以散热器支架为例,散热面积增加43%,焊点由174个减少到20个,工序由13道减少到6道,生产率提高66%。4.提高强度与刚度,尤其是疲劳强度,如液压成形的散热器支架,其刚度在垂直方向可提高39%,水平方向可提高50%。5.降低生产成本。根据对已应用液压成形零件的统计分析,液压成形件的生产成本比冲压件平均降低15%~20%,模具费用降低20%~30%。

液压机泄压换向方法液压机在压制行程完毕或进入保压状态后,主液压缸上腔压力很高,此时由于主机弹性变形和油液受到压缩,储存了相当大的能量。工作行程结束后反向行程开始之前液压缸上腔如何泄压控制泄压速度是必须考虑的问题,实践已证明,若泄压过快,将引起剧烈的冲击、振动和惊人的声音,甚至会因液压冲击而使元件损坏。此问题在大型液压机中愈加重要。各种泄压方法的原理是在活塞回程之前,当液压缸下腔油压尚未升高时,先使上腔的高压油接通油箱,以一定速度使上腔高压逐步降低。本例采用带阻尼状的电液动换向阀,该阀中位机能是H型,控制换向速度,延长换向时间,就可以使上腔高压降低到一定值后才将下腔接通压力油。此法为简单,适合于小型压机。

目前液压系统在机械,纺织,采矿,石油,机动设备等行业中已得到广泛的应用,但有时在工作时会出现常见的三大问题:发热,震动,泄露。对其三大问题精顶经过十多年的研究及行业实操经验总结出了相对应的解决措施。1、发热:液压系统发热是液压油温度升高的体现,其原因是:液压油在流动的过程中存在各部分流速的不同,导致液体内部存在一定的内摩擦,同时液体和管路内壁之间也存在摩擦,致使整个液压温度升高。解决措施:发热是液压系统固有的特征,无法根除,只能尽量减轻,可以使用质量好的液压油,质量高的管路以及管接头,液压阀等。2、震动:强的震动会导致系统控制动作发生错误,也会使系统中一些较为精密的仪器发生摩擦损坏。解决措施:避免液压管路出现急弯,避免频繁改变液流方向,如果无法避免应该及时做好减震措施。3、泄露:泄露一般分为内泄漏和外泄漏,内泄漏指发生在系统和外部环境之间的泄露。解决措施:泄露可以采用质量较好的密封件,提高设备的加工精度。


