咨询服务热线:
0510-83383808
400-680-3808

咨询服务热线:
0510-83383808
400-680-3808

电 话:0510-83383808
传 真:0510-83383807
邮 箱:wuxiyyjx@163.com
网址:www.wxyyj.com
地 址:江苏省无锡市惠山区玉祈东环路188号内

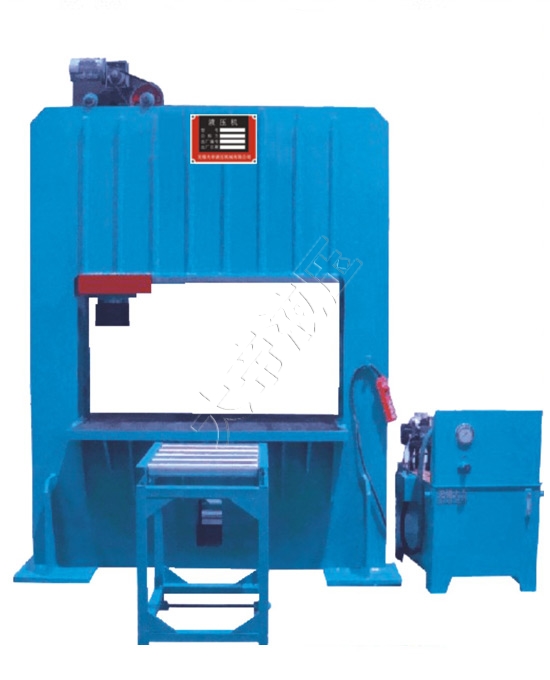
校直液压机为四柱型液压机,单臂型液压机,本款设备具有锻压校直等功能,四柱校直液压机大型开孔行程可以根据要求定做生成。校直液压机减慢换向阀的封闭速度、增大管路半径和液体流速,这样做能够在液压机换向阀封闭时刻来减小瞬时发生的压力,防止呈现液压冲击。如选用直流电磁阀,其所发生的液压冲击要比沟通电磁阀的小。例如选用直流电磁阀比沟通的液压冲击要小,或选用带阻尼的电液换向阀可经过调理阻尼以及操控经过先导阀的压力和流量来减缓主换向阀阀芯的换向(封闭)速度,恰当增大管径,减小流速,然后可减小流速的改变值,校直液压机以减小缓冲压力;缩短管长,防止不必要的曲折;选用软管也可获得杰出减缓液压冲击的作用,在滑阀彻底封闭前下降液压油的流速。如改善换向阀操控鸿沟的布局(在阀芯的棱边上开出长方形或V形槽或将其做成锥形),液压冲击可大为减小。

过滤器在四柱液压机的生产环形油缸扣管机液压系统中的安装位置正确与否,对工作介质污染控制的效果有很大影响。在一个系统中,正确地选择和环形油缸扣管机图纸布置过滤装置,能消除多达80%的液压系统失效的根源,而用在过滤器和滤芯的费用,能很快滴通过提高系统性能、延长元件和工作介质使用寿命、延长开工时间及减少维修等而节约收回。而用在过滤器和滤芯的费用,能很快滴通过提高系统性能、延长元件和工作介质使用寿命、延长开工时间及减少维修等而节约收回。过滤器安装的位置大致有以下五种:吸油管路、压油管路、回油管路、分支管路和系统外单独过滤管路。1、吸油管路。主要是用来保护液压泵不致吸入较大颗粒的污染物,同时也保护系统所有液压元件。但增大了吸油管路的阻力,使泵的吸油系能变坏。2、压油管路。这种布置主要用来保护液压系统中除液压泵和溢流阀以外的所有元件,一般采用10~15μm过滤精度的精密过滤器。由于过滤器在高压下工作,它应能承受油路上的压力和液压冲击,其过滤阻力应小于0.35MPa,过滤能力应不小于压油管路的流量。3、回油管路。安装在系统油。
单柱油压机设立的有对立的液压与电器控制系统,配有手动的调整机构,可以调整压头或是上工作台在行程中任意位置压制,在设计行程内具备任意调整快进和工作行程的长短的功能。单柱液压机的选购涉及了这些方面,因此这里金熙机械公司提醒大家,在选购机器的时候要注意挑选,选择符合产品需求的设备很重要。选购油压机的要素,就是要符合工程规模要求,由工程的大小来选定油压机的规格,还要考虑到投资和配套设备等多种因素进行分析比较,这样就可以合理的购置液压机的规格、型号和数量。可以根据经济实力和用途,同时订购多种工作装置以便按施工需要随时更换除了以上因素之外,还有注意机械性能可靠性和耐久性高,还必须要有好的售后服务可以减少用户的停机时间,提高经济效益。油压机是一种结构精巧的通用性油压机。具有用途广泛,生产效率高等特点,压力机可广泛应用于切断、冲孔、落料、弯曲、铆合和成形等工艺,所以金熙机械要提醒购买者,选择适合自己的压力机是非常重要的,同时在进行冲孔开模中有以下几点需要注意:1、模具闭合和。

液压机按应用特点来分:有双动拉深压力机、多工位自动压力机、回转头压力机。下面我们分别来看看他们各自的特点。1、双动拉深压力机,有内、外两滑块,用于杯形件的拉深成形。拉深前外滑块首先压紧板料外缘,然后内滑块带动凸模拉深杯体,以防板坯外缘起皱。拉深完成后内滑块先回程,外滑块再松开。内外滑块公称工作力之比为(1~1.7):1。2、多工位自动压力机,在一台压力机上设有多个工位,装置多道成形模具,坯料依次自动向下一工位移动。在压力机的一次行程中,各工位同时进行各道成形工序,制成一个工件。3、回转头压力机,在滑块与工作台之间设有可装置数十组模具的回转头,可按需要选用模具。坯料放在模具上而不再移动。每次行程完毕,回转头转动一个位置,完成一道工序。这种压力机定位精度高,便于调整产品,一机多用,多用于冲制仪器底板和面板等。回转头压力机可配上数控系统,根据编好的指令选用模具和板材成形部位,自动完成复杂的冲压工作。

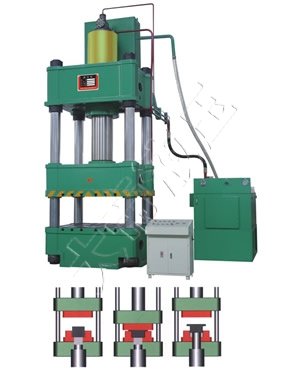
四柱液压机溢流阀单级调压回路由定量泵、溢流阀、液压缸构成,是基本的调压回路。具有以下几个特色:溢流阀敞开压力可经过调压绷簧调,若是调定溢流阀调压绷簧的预紧缩量,便可设定供油压力的值,液压机系统的实践作业压力由负载决议。当外负载压力小于溢流阀调定压力时,液压机溢流阀处无溢流流量,此刻溢流阀起安全阀效果,溢流阀单级运用手调式溢流阀时,在体系调压回路一个作业循环中,溢流阀的压力不再调整。我公司专业生产各种规格型号液压机已有十六年之久,产品主要有:Y41A系列液压校直机、Y32系列通用四柱液压机、Y35系列龙门式压装液压机等。有稳定的生产人员及良好的配套、协作单位。拥有占地面积8000平方米。我公司的企业宗旨是全心全意服务客户,创立“新大力”。公司内部管理严格,经过多年来的技术革新,拥有雄厚的技术力量和精良的加工设备。具备开发、制造各种非标、快速、精密大型液压机的能力。其设计水平、生产规模、产品质量均达到同行业的水平。
液压机高工艺加工聚品金刚石的要点是:(1)要采用500V左右较高的峰值电压,使有较大的放电间晾,易于排屑;(2)要用较大的峰值电流,一般瞬时电流需在50A以上。为此可以采用RC线路脉冲电源,电容放电时可输出较大的峰值电流,增加爆炸抛出力。(3)在生产中往往遇到一些较深较小的孔,而且精度和表面粗糙度要求较高,工件材料(如磁钢、硬质合金、耐热合金等)的机械加工性能很差。这些小孔采用研磨方法加工时,生产率太低,采用内圆磨床磨削也很困难,因为内圆磨削小孔时砂轮轴很细,刚度很差,砂轮转速也很难达到要求,而且磨削效率下降,表面粗糙度变差。制造这样高速的磨头比较困难。采用电火花磨削或性磨能较好地解决这些问题。(4)单柱液压机磨削可在穿孔、成型机床上附加一套磨头来实现,使工具电极作旋转运动。如工件也附加一旋转运动,则磨得的孔可更圆。也有设计成专用电火花磨床或坐标磨孔机床的,也可用磨床、铣床、钻床改装,工其电极作往复运动,同时还自转。在坐标磨孔机床中,工具还作公转,工件的孔距靠坐标系统来保证。


