咨询服务热线:
0510-83383808
400-680-3808

咨询服务热线:
0510-83383808
400-680-3808

电 话:0510-83383808
传 真:0510-83383807
邮 箱:wuxiyyjx@163.com
网址:www.wxyyj.com
地 址:江苏省无锡市惠山区玉祈东环路188号内

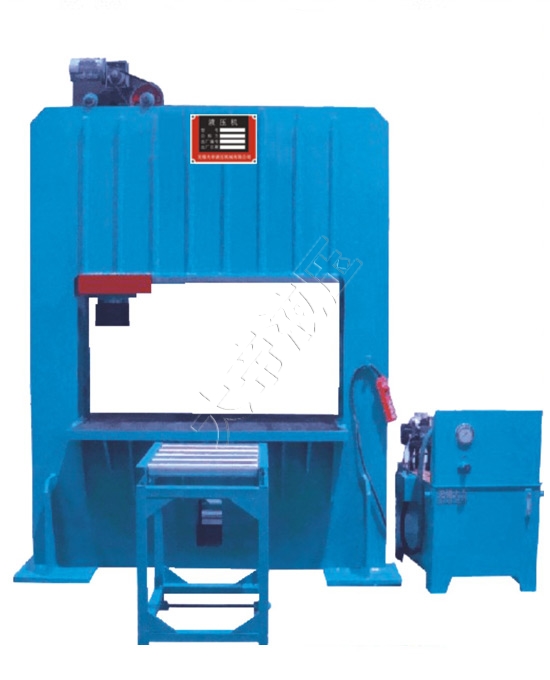
校直液压机为四柱型液压机,单臂型液压机,本款设备具有锻压校直等功能,四柱校直液压机大型开孔行程可以根据要求定做生成。校直液压机减慢换向阀的封闭速度、增大管路半径和液体流速,这样做能够在液压机换向阀封闭时刻来减小瞬时发生的压力,防止呈现液压冲击。如选用直流电磁阀,其所发生的液压冲击要比沟通电磁阀的小。例如选用直流电磁阀比沟通的液压冲击要小,或选用带阻尼的电液换向阀可经过调理阻尼以及操控经过先导阀的压力和流量来减缓主换向阀阀芯的换向(封闭)速度,恰当增大管径,减小流速,然后可减小流速的改变值,校直液压机以减小缓冲压力;缩短管长,防止不必要的曲折;选用软管也可获得杰出减缓液压冲击的作用,在滑阀彻底封闭前下降液压油的流速。如改善换向阀操控鸿沟的布局(在阀芯的棱边上开出长方形或V形槽或将其做成锥形),液压冲击可大为减小。

(1)工作过程中,油温应在10℃-60℃之间,若油温过高则应停止工作,待油温下降后再使用;(2)保持立柱,活塞表面清洁;(3)发现工作不正常,应立即停机检查,不得带病工作;(4)长期停用时,各加工表面应清洗干净,涂防锈油,并在工作台上加支撑.2、安全操作规程,(1)不了解液压机结构,未经管理人员允许,不得擅自开启液压机;(2)液压机在工作过程中,严禁检修或调整模具;(3)严禁滑块超过行程;(4)工作过程中,严禁手,头伸入工作台有效面积;(5)严禁在液压机工作过程中拧紧带高压的管接头及螺母;(6)经常检查行程开关,安全保护装置,以确保机器可靠工作;(7)在滑块下调整模具或检修时,必须用支撑块支撑,不得起压,以确保安全.单柱液压机,Y30单柱液压机,Y41单柱液压机,无锡单柱液压机,单柱液压机价格,单柱液压机厂,YSK压力管理系统液压机,Y41A系列液压校直机,液压校直机,无锡液压校直机

校直液压机主要用于金属薄板零件的拉伸成型、翻遍、弯曲和冲压等工艺,也可用于一般的压制工艺,校直液压机可根据用户需要增加冲裁缓冲、打料、移动工作台等装置。除了用于锻压成形外,校直液压机也可用于矫正、压装、打包、压块和压板等。还可用于轴类零件的压制工艺,型材的校准、扣压、压装工艺以及板材零件的弯曲、争辩、定型、压印、套型、拉伸、可塑性材料的压制工艺,如冲压、弯曲、翻边薄拉伸等作业,也可以从事校正、压装、塑料制品及粉末制品的压制成型作业。因其应用范围广泛也被称为校直液压机。校直液压机简略发生液压冲击才能的当地设置蓄能器。蓄能器不但能缩短压力波的传达间隔、时刻,还能吸收压力冲击,关于液压冲击,现已做了一个简略的剖析,而且剖析出了导致这种毛病的缘由地点,这篇文章就剖析了其间一个方面液压元件俄然制动所导致的液压冲击的应对办法。对运动部件俄然制动、减速或中止而发生液压冲击的办法:1.采纳办法恰当延伸制动时刻。2.在液压缸端部设置缓冲设备,校直液压机行程结尾设备减速阀。

液压机高工艺加工聚品金刚石的邳州整形液压机要点是:(1)要采用500V左右较高的峰值电压,使有较大的放电间晾,易于排屑;(2)要用较大的峰值电流,一般瞬时电流需在50A以上。为此可以采用RC线路脉冲电源,电容放电时可整形液压机图纸输出较大的峰值电流,增加爆炸抛出力。(3)在生产中往往遇到一些较深较小的孔,而且精度和表面粗糙度要求较高,工件材料(如磁钢、硬质合金、耐热合金等)的机械加工性能很差。这些小孔采用研磨方法加工时,生产率太低,采用内圆磨床磨削也很困难,因为内圆磨削小孔时砂轮轴很细,刚度很差,砂轮转速也很难达到要求,而且磨削效率下降,表面粗糙度变差。制造这样高速的磨头比较困难。采用电火花磨削或性磨能较好地解决这些问题。(4)单柱液压机磨削可在穿孔、成型机床上附加一套磨头来实现,使工具电极作旋转运动。如工件也附加一旋转运动,则磨得的孔可更圆。也有设计成专用电火花磨床或坐标磨孔机床的,也可用磨床、铣床、钻床改装,工其电极作往复运动,同时还自转。在坐标磨孔机床中,工具还作公转,工件的孔距靠坐标系统来保证。

作为决定板材平直度的关键设备,液压校直机的调节控制问题一直都备受关注。国内外专家学者们对此问题进行了大量研究工作。早期的研究主要集中在机械领域,大量机械专家通过研究板材在托伸张力和弯曲张力的共同作用下应力与应变之间关系,提出了校直理论以及校直机的工艺参数选择方法。然而校直理论只是一种机械力学理论,对液压校直机的调节控制只能起指导作用,不能直接应用于实际生产过程中。使用PLC控制电路实现了液压校直机的电气化,使研究人员可以直接获得精确的数字化的校直机过程信息,从而使自动控制理论成为液压校直机调节控制研究的一个热点。PID控制算法是工业自动化控制中常用也是经典、有效的控制算法之一,该方法采用人机界面实现液压校直机辊压下量及转角预控参数的高精度自动调整,能有效提高金属棒材生产成品的校直精度。但是,这些研究并没有考虑到液压校直机机工艺参数自动调节的问题。智能化自动控制系统的核心是利用智能化算法获得液压校直机机工艺参数与板材校直后板形的关系。在这方面国内外研究人员也。
使用液压机时出现压力表摆动应冷静分析压力表使用部位是哪里,再判断可能发生的原因:可能原因1、有可能是液压机压力表油路内存有空气;可能原因2、液压机油管管路有机械振动,出现间隙; 可能原因3、液压机压力表损坏;液压机压力表怎样维修?(1)在液压机上压时略拧松管接头,进行放气。(2)将液压机所有油管管路卡牢,上紧。(3)将坏掉的压力表更换。


