咨询服务热线:
0510-83383808
400-680-3808

咨询服务热线:
0510-83383808
400-680-3808

电 话:0510-83383808
传 真:0510-83383807
邮 箱:wuxiyyjx@163.com
网址:www.wxyyj.com
地 址:江苏省无锡市惠山区玉祈东环路188号内

技术条件1.液压机的图样及技术文件的技术要求,应符合有关现行标准的规定,并应按照规定程序经过批准后,方可用于生产。2.设计应布局合理,造型美观,使用性能安全可靠,操纵灵敏轻便,手操纵力不大于49N(5kgf)脚踏力不大于78?4N(8kgf)。3.重要的导轨付及立柱、活(柱)塞等应采取耐磨措施。滑块导轨工作而(或锒条面)与机身寻轨工作面应保持必要的硬度差。4.重量超过15kg的零部件、元件或装备等均须便于吊运和安装,必要时应设有起吊孔或起吊钩(环)。5.整体或部分包装的油压机及其零部件,应符合运输和装载的现行标准和有关规定。6.分装的零部件,应有相关的安装识别标记,其中板式或管式阀等安装时须有正确的定向措施,其中管路和液压元件的通道口应有防尘措施。
加工模板已冷热处理内部产生了残余应力,卧式残余应力是一个相对平衡的压力系统,卧式液压机在线减少和消除浪费、压力平衡遭到破坏和释放。因此,卧式液压机模板在线切割、热应力的影响和原始火花放电的作用所产生的应力、变形不是导演,没有规则,使切削深度不均匀,压力机影响加工质量和加工精度。针对这种情况,要求精度高的模板,通常4切割。个卧式液压机削减将切断了浪费所有的漏洞,消除浪费,然后卧式液压机机床自动换档功能,第二次,第三次,第四次的切割。减少次,浪费,减少次,浪费,C减少次,浪费,n减少次,把浪费→→B切割切割第二次第二次第二→→切割切割切割第三→n第三→→n切割切割第四次第四,完成。这个切割方式可以让每一个孔加工有足够的时间来释放压力,卧式液压机可以减少相互影响,每个孔加工序列所产生的不同的微变形小程度,卧式压力机更好地保证加工尺寸的准确性模板。但是这个处理时间太长,线号、沉重的工作量,压力机增加制造成本模板。和温度也延长处理时间的机器本身的波动会产生蠕变。因此,卧式液压机。

四柱852辅助装置是储存和输送工作湖州石油液压机介质及保证工作介质的装置,主要有油管、管接头、油箱、滤油器、蓄能器、冷却器和排气装置等。在四柱液压机石油液压机图纸液压系统中,辅助装置的选择也事关重要,有时因辅助装置选择不合理或质量不好,使系统产生漏油、振动和噪音、油液过热、油液中含有过多的气体和各种杂质等现象,这会污染工作环境,严重损害液压系统的工作能力,甚至引起事故等。因此辅助装置在高性能、高指标的液压传动系统中的地位很重要。油管是四柱液压机液压系统中的重要辅助装置。油管将四柱液压机液压系统各元件连接起来,保证油液正常循环,实现能量传递。油管必须有足够的强度,不易损坏,安装使用方便,油液流动时能量损失小,管壁上附有的杂质少,不易氧化等。为保证油液流过管路时被压损失小,应使管路越短越好,管路尽量减少弯曲,避免管径急剧变化,管道内壁应光滑,管路过流面积足够大,以免油液流速过大。油管的外径可按油管的材料、工作压力、内径、强度条件等根据有关标准选定,必要时可按薄壁圆筒强度计算方法校核。

液压机的密封件作用是防止工作介质的内外泄漏,以及防止灰尘、金属屑等异物入侵的液压系统,能实现密封的装置,其中起密封作用的关键元件称为密封件。密封分为间隙密封和非间隙密封,前者必须保证一定的配合间隙,后者则是利用密封件的变形达到完全消除两个配合面的间隙使间隙控制在需要密封的液体能通过的小间隙以下;小间隙由工作介质的压力、黏度、工作温度、配合面相对运动速度等决定的。液压系统中的密封装置有各种形式,如活塞环密封、机械密封、组合密封垫圈、金属密封垫圈、橡胶垫片、橡胶密封圈等。一般的,液压系统对密封件的主要要求是:1.在一定的压力、温度范围内具有良好的密封性能;2.有相对运动时,由密封件所一起的摩擦力应尽量小,摩擦系数应尽量稳定;3.耐腐蚀性、耐磨性好,不易老化,工作寿命长,磨损后能在一定程度上自动补偿;4.结构简单,装拆方便,成本低廉。

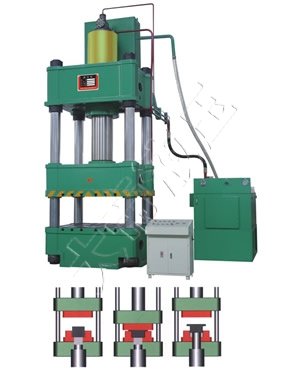
性能特点:该系列液压机具有独立的动力机构与电器系统,电器系统采用按钮集中控制,配置“PLC”可编程控制器,可配触摸屏进行人机对话控制。可实现调整、手动及半自动三种工作方式。适用领域:本系列液压机具有广泛的通用性,适用于各种金属材料的拉伸、弯曲、翻边、冷挤、冲裁等工艺。还适用于校正、压装、粉末制品、磨料制品、砂轮、胶木、树脂热固性制品成形以及塑料制品绝缘材料的压制成形。

单柱液压机锐磨虽然生产率较低,但比较容易实现,而且加工精度和表面粗糙度较好,小孔的锥度和椭圆度表面粗糙度优,故生产中应用较多。目前已经用来加工小孔径的弹簧夹头可以先悴火,后开缝,再磨孔,特别是镶有硬质合金的小型弹赞夹头、锥度和椭圆度钻套及偏心钻套,还用来加工粉末冶金用压模,这类压模材料多为硬质合金。的硬质合金压模其椭度和锥度均小。另外,如微型轴承的内环、冷挤压模的深孔、液压件深孔等等,采用电火花磨削悦磨,均取得了较好的效果。单柱液压机高阻抗材料线切割加工是在气液电加工基础上于20世纪60年代末早在前苏联发展起来的一种新的工艺形式,是用线状电极(翎丝或钢丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。它已获得广泛的应用,目前国内外的线切割液压机机床已占电加工机床的50%以上。单柱液压机加工聚晶金刚石的原理是靠火花放电时的高沮将导电的枯结剂熔化、气化蚀除掉,同时电火花高温使金刚石徽粉“碳化”为可加工的石里,也可能因结剂被蚀除掉后而整个金刚石微粒自行脱落。


